On the main power distribution panel
(PDP),
open the main electrical disconnect switch following the proper lockout /tagout procedures,
including arc flash safety and apply personal lock. If more than one person is to perform
work on the machine, each employee is to place a personal lock on the energy source
using a multiple lockout device (scissor lock). The main electrical disconnect will
shut off the main power to the zone. Verify power is removed by indication on the
HMI
screen and attempting to start the machine.
Main Power Disconnect
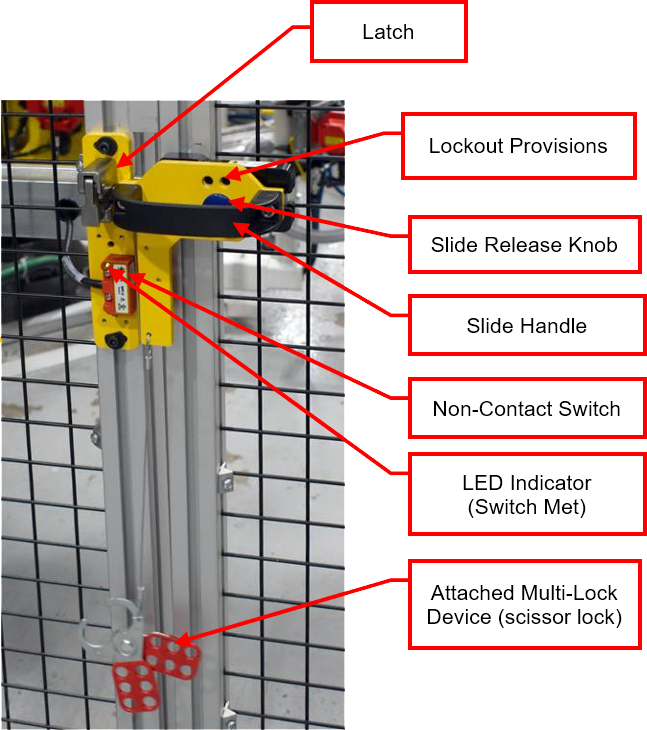
Use normal shutdown procedures to stop the machine and lockout the accessed gate before entering a safety gate.
Lockout any applicable energy sources before performing any work within the gated area.
When a safety gate has been opened, it can be locked out by placing the lockout device thru the
sliding handle to prevent the handle pin from sliding back into the receiver. If more than one person is
to enter the cell, each person must place a locking device on the gate handle. Lock out the safety gate
BEFORE entering into the cell. Refer to the appropriate zone
ECPL
placard posted on the zone
PDP
for locations and procedures.
Typical Safety Gate Interlock
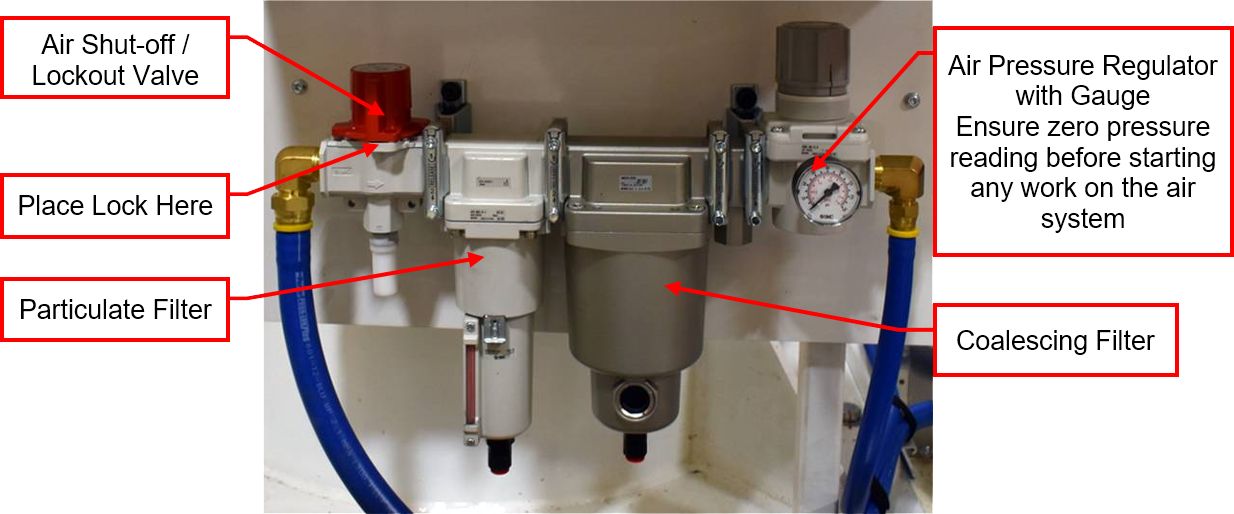
The main air lockout valve is located at the rear of the machine. Turn the main air supply manual
shut off valve to the OFF position and apply a padlock. Verify there is a zero pressure reading on the air
pressure gauge before starting any work on the air system.
Main Air Lockout
The robot air header has 3/4" air drops to the station’s air preparation panel. The station air
preparation panel is located at the bottom of the robot.
The robot air preparation panel consist of an air lockout valve, particulate filter,
coalescing filter, and regulator with gauge. Place the red rotary knob on the lockout
valve to the off position. This shuts off incoming air and exhaust downstream pressure.
Always ensure there is zero pressure reading on the regulator gauge before starting any work on the air system.
Refer to the machine lockout placard posted on the equipment for lockout locations and procedures.
Robot Air Lockout
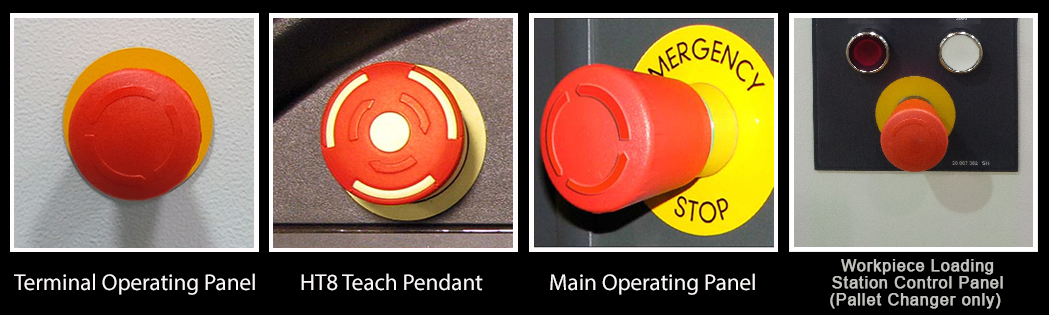
The emergency stops are located on the
HMI panels,
Operator Interface Box and Conveyor Pushbutton Box, and Gate Pendant Box. These E-Stops have a
provision for locking out the pushbuttons in the pressed position. Locking the pushbuttons
will prevent the E-stop from being reset, thus preventing machine start up.